
熱處理時間對不銹鋼-碳鋼爆炸復合板結合界面的影響
1 前言
在壓力容器行業中,特別是一些用于化學工業的設備,由于長期在具有腐蝕性的環境中服役,因此對其制造材料的耐腐蝕性能有很高的要求。如果用單一的耐腐蝕材料進行制造,雖然滿足了使用要求,但是大大提高了生產成本。可以考慮在保證材料強度和使用性能的前提下,通過在價格相對便宜的基板上復合一層耐腐蝕板材來達到降低成本的目的[1]。 本文以0Cr13不銹鋼-Q235碳鋼爆炸不銹鋼復合板為試驗對象,研究了不同熱處理時長對其結合界面在組織形態、元素擴散及顯微硬度等方面的影響,為確定合適的熱處理時間提供了理論指導。

2 試驗材料及方法
試驗材料為不銹鋼-碳鋼爆炸不銹鋼復合板,復層材料為0Cr13不銹鋼,基層材料為Q235碳鋼,厚度規格為3mm(0Cr13)+17mm(Q235),板材的化學成分如表1所示。從原始板材切取尺寸為25mm×10mm×20mm的3份樣品,并將樣品置于管式電阻爐中進行不同時長的熱處理,試驗方案如表2所示。處理后的樣品用砂紙按照320#、400#、600#、800#的順序依次打磨,最后用金剛石拋光膏進行機械拋光。考慮到不銹鋼、碳鋼兩種金屬耐腐蝕性能的差異,采用分次腐蝕的方法對樣品進行化學腐蝕,碳鋼一側用的是4%的硝酸酒精溶液,腐蝕時間為5s,不銹鋼一側用的是5ml HNO3+50ml HCL+50ml H3O的混合溶液,腐蝕時間為8min。腐蝕后的樣品用MR2000 型倒置光學顯微鏡進行金相組織觀察,通過MH -3型自動數字顯微硬度儀對界面結合區進行顯微硬度的測定,并利用X射線能譜儀對試樣界面區的元素擴散行為進行了分析。
3 試驗結果及討論
3.1 金相組織觀察
圖1a為焊態下不銹鋼復合板結合界面區域的金相組織圖。從圖中可以發現,兩種金屬的結合界面呈現明顯的波狀特征,這是爆炸焊接工藝最顯著的特點。碳鋼一側的組織為鐵素體和珠光體, 由于爆炸產生的熱效應使得界面附近的晶粒明顯長大,晶粒尺寸隨著遠離界面而不斷減小直到與基體晶粒一致。同時,界面附近的晶粒開始出現脫碳現象,碳從晶粒內部析出聚集于晶界。不銹鋼一側界面附近的晶粒呈現細長的纖維狀,這是由于碰撞時劇烈的塑性變形促使晶粒沿著平行于界面的方向被拉長。圖1b為2#試樣結合界面區域的金相組織圖。碳鋼一側界面附近的晶粒尺寸相對于焊態有所減小,這是在熱處理作用下晶粒發生了回復再結晶。而焊態下聚集于晶界處的碳也因為熱處理得以充分擴散,削弱了晶界處偏析作用的影響。不銹鋼一側界面附近的變形流線仍舊存在,但變形程度有所減小,晶粒開始有再結晶跡象。同時,碳化物數量明顯增多,可能是碳鋼中的碳擴散到不銹鋼中與鉻元素反應生成碳化鉻,這將導致不銹鋼中出現貧鉻區域,降低了母材的抗腐蝕性能[4]。圖1c為3#試樣結合界面區域的金相組織圖。碳鋼一側界面附近的晶粒開始長大,晶界處碳的偏析現象已經消失。不銹鋼一側的變形組織則進一步減少,分布于基體中的碳化物也基本消失,這是由于元素的擴散作用使得鉻元素又重新固溶到母材之中,有利于提高材料的耐腐蝕性能。 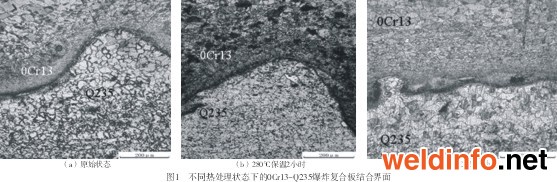
3.2 結合界面SEM分析及X射線能譜分析
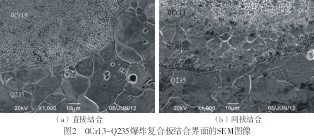
利用掃描電子顯微鏡對爆炸不銹鋼復合板的結合界面進行了觀察,發現不銹鋼與碳鋼之間存在兩種結合方式,一種是直接結合(如圖2a所示), 另一種是間接結合(如圖2b所示)。間接結合方式中的中間層是由于基板和復板中的合金元素互溶形成的,該區域的化學成分介于復板和基板之間[5]。因為經歷了金屬熔化和凝固階段,熔合層易出現氣孔、裂紋等缺陷,成為界面結合較薄弱的區域。從圖2中還可以發現,不管是以何種方式結合,界面附近都有超細晶粒帶出現。這是在爆炸過程中由于材料的高速碰撞,在極短的時間內產生巨大的壓力使該處金屬受到很大的剪切作用,塑性剪切功轉變的巨大熱量使金屬在很窄的區域內發生熔化,之后又急劇冷卻,故形成極細的組織,甚至有非晶組織形成[6]。
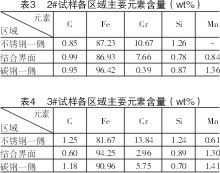
通過掃描電鏡自帶的X射線能譜儀對2#、3# 試樣的基層金屬,結合界面以及復層金屬三個區域進行了分析,結果如圖3所示,每個區域各主要元素的含量列于表3、表4之中。由試驗數據可得,隨著熱處理時間的增加,界面兩側元素的相互擴散進行得更加充分,Q235中的Cr含量和0Cr13中的Mn、C含量顯著上升[7]。在不銹鋼一側,長時間的熱處理有助于碳化物的分解,使Cr元素重新固溶到母材之中,消除了貧鉻現象對材料耐腐蝕性能的影響。同時,結合界面處由于熱處理時間的增加導致碳化鉻數量的增加, 脆硬的碳化鉻提高了界面處的強度、硬度,但對其塑性、韌性有不利的影響。
3.3 顯微硬度的測定
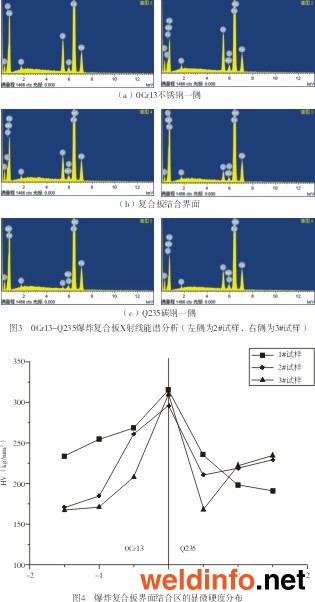
利用MH-3型自動數字顯微硬度儀對界面結合區的顯微硬度分布情況進行了測定,試驗數據如圖4所示。由圖可知,界面處的顯微硬度明顯高于兩側的基體金屬,這是由于爆炸焊接過程中的高速碰撞使金屬受到強烈的壓縮作用和劇烈的塑性變形,從而導致在界面結合區產生不同程度的加工硬化。顯微硬度隨著與界面距離的增大而逐漸降低,當距離超過變形層的范圍之后,硬度就趨近于基體金屬的原始硬度了, 這主要是由于相應位置金屬的塑性變形逐漸減弱所致。熱處理時間越長,界面附近碳鋼一側的顯微硬度相對于母材就下降得越劇烈。這是因為熱處理有助于Q235中的碳擴散到界面和復層金屬之中,導致此區域中形成了脫碳區[8]。同時,從兩側擴散而來的碳和鉻促使界面處生成的碳化物不斷增加,導致此處的顯微硬度也隨著熱處理時間的增加而上升。
4 結束語
4.1 0Cr13-Q235復合板沿爆轟方向的界面呈明顯的波狀結合,且界面兩側的晶粒由于焊接過程中劇烈的碰撞都存在不同程度的變形。
4.2 不銹鋼復合板進行熱處理促使晶粒發生再結晶, 減少母材之中的變形組織,并有利于兩側金屬之中的元素相互擴散,在界面處生成硬度很高的碳化物,提高了界面的結合強度。
4.3 隨著熱處理時間增加,界面兩側元素擴散進行得更充分。碳鋼一側出現脫碳區,不銹鋼一側則產生滲碳現象,且滲碳層中的碳化物呈網狀分布或顆粒狀分布。
4.4 在280℃進行熱處理時,理想的保溫時間是7小時。雖然界面鄰近區域的硬度有所下降,但不銹鋼中的碳化物發生了分解,使得Cr又重新固溶于母材之中,消除了貧鉻現象對材料耐腐蝕性能的不利影響。
參考文獻
[1] 鄭遠謀. 爆炸焊接和金屬復合材料及其工程應用[M]. 長沙: 中南大學出版社. 2002.
[2] 王建明, 朱錫. 爆炸焊接的應用與發展[J]. 材料導報, 2006, 20(1): 42~45.
[3] 王克鴻,張德庫,張文軍. 爆炸焊接技術研究進展[J]. 機械制造與自動化, 2011, 40(2):1~4.
[4] 廖東波, 査五生, 李偉. 碳鋼-不銹鋼爆炸焊接復合板界面的顯微結構[J]. 焊接學報, 2012, 33(5): 99~102.
[5] 史長根,王耀華,蔡立艮等. 爆炸焊接界面的結合機理[J]. 焊接學報, 2002, 23(2): 55~58.
[6] 張壽祿,王立新,裴海祥等. 不銹鋼-鋼爆炸復合板結合區組織的分析[J]. 特殊鋼, 2003, 24(3): 13~16.
[7] 丁成鋼,于啟湛. 爆炸焊接復合板交界區的冶金行為[J]. 焊接學報, 2006, 27(1): 85~88.
[8] 王治平,何智,李強. 不銹鋼/碳鋼爆炸復合板消除應力熱處理[J]. 高壓物理學報, 1998, 12(1): 60~65.